Summary: Kun värillinen teräskelan pinnoitusprosessi on valmis, kiristimen tuottama jännitys siirtyy poistumisosaan. Varast...
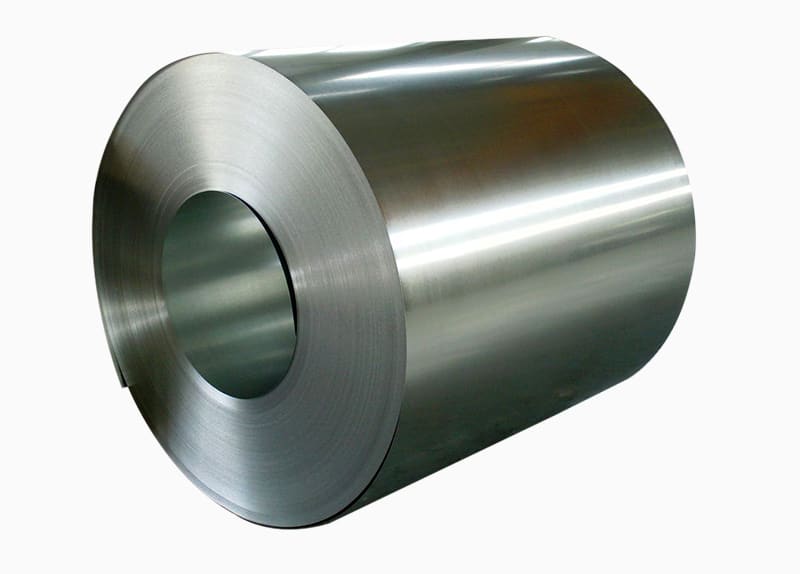
Kun värillinen teräskelan pinnoitusprosessi on valmis, kiristimen tuottama jännitys siirtyy poistumisosaan. Varastoyksikkö on tyhjä tuotantolinjan normaalin toiminnan aikana. Kun poistumisosa pysäytetään ja puretaan, säilytysyksikkö jatkaa maalaamista telalta. Prosessiosan värilliset teräskelat varastoidaan uudelleen.
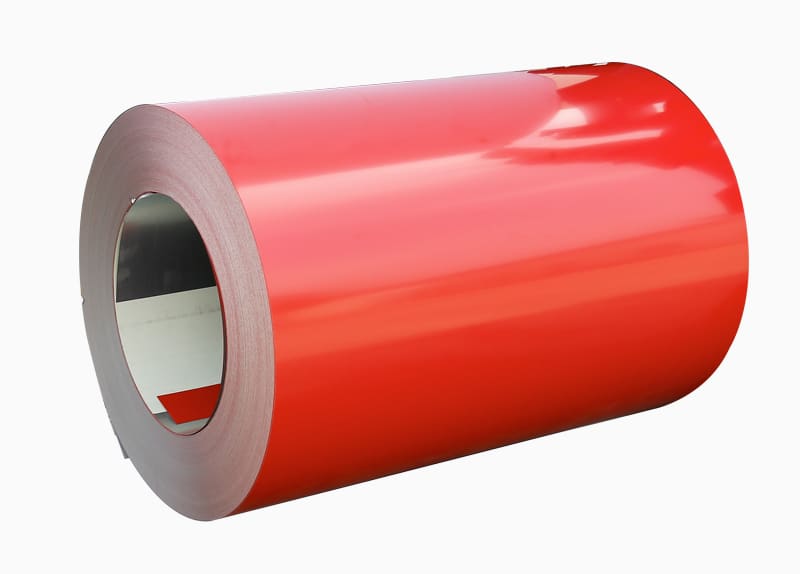
Kun seuraava rulla alkaa kelata taaksepäin, poistumisosa kiihtyy ja vetää ulos looperin. Vientivarastoyksikkö kulkee kahden ohjausrullan ja kiristimen läpi säilyttääkseen oikean kireyden säilytysyksikössä ja tarjoaa jälkijännitystä käämitystä varten. Kela kulkee kuormalavan, telan ja lavan puristuksen läpi päästäkseen leikkauskoneeseen. Paikassa kelan liitos leikataan pois ja ohjausrulla menee kelaimeen kelaamaan taaksepäin.
Leikkurin ja puristimen välissä on valosähköinen reunansäätölaite. Anturi voi havaita kelan reunan, eli lähettää signaalin kelauslaitteeseen, jotta kourun seuraaminen varmistaa, että värillinen teräskela on rullattu ylös.
Kun rullauskone saavuttaa vaaditun halkaisijan, rullauskone pysähtyy, katkaisee kelat ja syöttövaunu nostetaan pitäen keloja, rullauskoneen pääakseli laajenee ja kutistuu, ja syöttövaunu kuljettaa teräskelat niputtamista varten. . Ja punnitseminen.
Seuraavan kelan pää lähetetään kelaimelle, ja kela kiihtyy, kunnes kela on valmis. Tällä tavalla poistumisosa kulkee samalla nopeudella kuin koko tuotantolinja.