- nro 8, zaolin tie,
longxiang katu,
tongxiang, Zhejiang, Kiina - +86 573 89381086[email protected]
- LatauksetPDF-esitteitä
Teräskelan matka alkaa kauan ennen kuin se saapuu tehtaalle tai rakennustyömaalle. Se alkaa raaka-aineista - rautamalmista, koksihiilestä ja kalkkikivestä - syötetään masuuneihin, jossa ne sulatetaan nestemäiseksi harkkoraudaksi yli 1 480 °C:n lämpötiloissa. Sula rauta siirretään sitten perushappiuuniin (BOF) tai sähkökaariuuniin (EAF), jossa epäpuhtaudet poistetaan ja hiilipitoisuus säädetään huolellisesti, jotta saadaan halutun koostumuksen omaavaa nestemäistä terästä.
Nestemäistä terästä valetaan jatkuvasti paksuiksi laatoiksi – tyypillisesti 200–250 mm paksuiksi ja jopa 2 metriä leveiksi. Nämä laatat ovat kaikkien levyvalssattujen terästuotteiden, myös kelojen, lähtökohta. Valun jälkeen laatat joko prosessoidaan välittömästi tai lämmitetään uudelleen laatan kuumennusuunissa ennen kuin ne menevät kuumanauhamyllyyn, joka on laitteisto, joka on suorimmin vastuussa kuumavalssattujen teräskelojen valmistuksesta.
Kuumanauhatehtaassa uudelleen lämmitetty laatta puristetaan asteittain useiden valssaustelineiden väliin, joista jokainen pienentää paksuutta samalla kun nauha venyy ja nopeutuu. Kun nauha tulee ulos viimeistelytelineistä, se saattaa kulkea 80 km/h tai enemmän nopeudella ja se on pienentynyt 250 mm:n laatasta jopa 1,5 mm:n ohueksi nauhaksi. Nauha jäähdytetään sitten tyhjennyspöydällä kontrolloiduilla vesisuihkuilla, ennen kuin se kääritään kelaksi alaskelalla. Kelauslämpötilaa hallitaan huolellisesti, koska se vaikuttaa suoraan lopputuotteen mikrorakenteeseen ja mekaanisiin ominaisuuksiin.
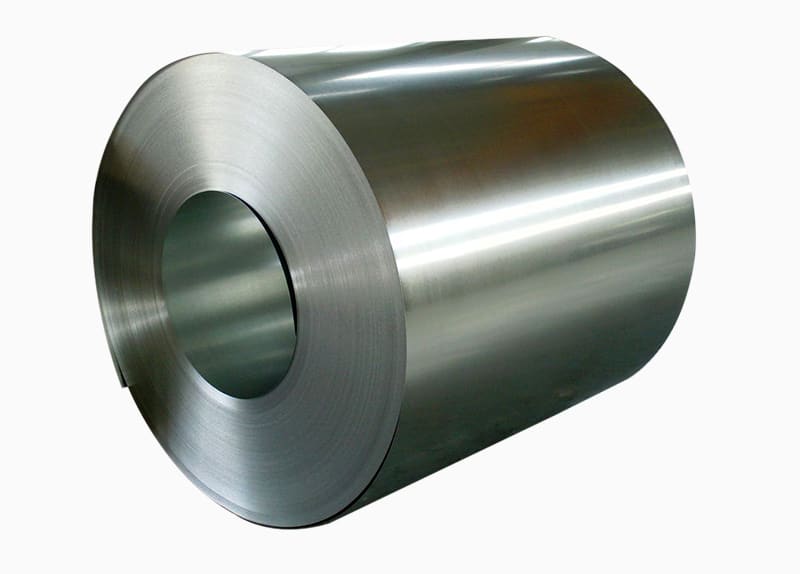
Kuumavalssatut kelat voidaan myydä suoraan moniin sovelluksiin, mutta tiukempia toleransseja, parempaa pinnanlaatua tai suurempaa lujuutta vaativiin käyttötarkoituksiin tarvitaan lisäkäsittelyä. Kuumavalssattu kela peitataan ensin - kuljetetaan suola- tai rikkihappohauteen läpi - oksidisuolen poistamiseksi pinnalta. Näin saadaan peitattu ja öljytty (P&O) kela, jota voidaan käyttää suoraan tai lähettää eteenpäin kylmävalssaukseen.
Kylmävalssaamossa peitatun nauhan paksuutta pienennetään edelleen huoneenlämmössä, tyypillisesti 50–90 % sisääntulevasta raosta. Tämä parantaa dramaattisesti tasaisuutta, pinnan viimeistelyä ja mittatarkkuutta sekä lisää myötölujuutta työkarkaisun ansiosta. Kylmävalssattu kela hehkutetaan sitten - lämmitetään kontrolloidussa ilmakehässä - uunissa kylmätyöstön aikana menetetyn sitkeyden palauttamiseksi. Nykyaikaiset jatkuvat hehkutuslinjat pystyvät prosessoimaan keloja suurella nopeudella, kun taas erähehkutusta (käytetään kellouuneja) käytetään tuotteissa, jotka vaativat erittäin pehmeän temperoinnin.
Hehkutuksen jälkeen kylmävalssatut kelat kulkevat tyypillisesti karkaisuvalssauksen läpi – noin 0,5–2 %:n valovähennys –, joka eliminoi myötörajan venymisen (ilmiö, joka aiheuttaisi pinnan jälkiä, joita kutsutaan Lüdersin viivoiksi muovauksen aikana), ja hienosäätää nauhan pinnan viimeistelyä ja tasaisuutta. Kelat, joissa on tasaisuusvirheitä, voidaan myös käsitellä jännitystasoituslinjalla, joka venyttää nauhaa aaltojen, kelasarjan tai varsijousen poistamiseksi.
Suuri osa maailmanlaajuisesti käytetyistä teräskeloista saa suoja- tai koristepinnoitteen ennen kuin ne saavuttavat loppukäyttäjän. Päällystyslinjat ovat jatkuvia, nopeita operaatioita, joissa teräsnauha puhdistetaan, esikäsitellään, pinnoitetaan ja kuivataan tai kovetetaan yhdellä linjan läpikululla. Levitetyn pinnoitteen tyyppi määrää lopputuotteen korroosionkestävyyden, muovattavuuden, maalattavuuden ja pinnan ulkonäön.
Jatkuvassa kuumasinkityslinjassa teräsnauha puhdistetaan ja hehkutetaan suojaavassa ilmakehässä ennen kuin se upotetaan sulan sinkin kylpyyn noin 460 °C:ssa. Kun nauha tulee ulos sinkkiastiasta, ilmaveitset puhaltavat pois ylimääräisen sinkin pinnoitteen paksuuden säätelemiseksi. Sinkkipinnoitteen paino – ilmaistuna grammoina neliömetriä kohti (g/m²) – vaihtelee Z60:sta (60 g/m²) kevyisiin sisäkäyttöön Z275:een (275 g/m²) vaativiin ulko- tai rakennekäyttöihin. Sinkki sitoutuu metallurgisesti teräksen pintaan ja tarjoaa estesuojan sekä katodisen (uhri)suojan, joka estää ruosteen leviämisen, vaikka pinnoite naarmuuntuu.
Coil coating on yksi tehokkaimmista maalausprosesseista valmistuksessa. Teräsnauha kulkee läpi sarjan kemiallisia esikäsittelyvaiheita, pohjamaalin levitystä ja pintamaalausta telapäällystyskoneilla, ja kunkin vaiheen välissä on kovetusuunit. Koko prosessi tapahtuu yhdellä jatkuvalla ajonopeudella jopa 200 metriä minuutissa. Tuloksena on esimaalattu teräskela, jolla on erittäin tasainen, kestävä viimeistely, joka eliminoi valmistuksen jälkimaalauksen tarpeen. Pinnoitteina ovat polyesteri, PVDF (polyvinylideenifluoridi), SMP (piimuunneltu polyesteri) ja plastisoli, joista jokainen tarjoaa erilaisia kompromisseja joustavuuden, UV-kestävyyden ja kemikaalien kestävyyden suhteen.
Teräskelat luokitellaan kansallisten ja kansainvälisten standardien mukaisesti, jotka määrittelevät hyväksyttävän kemiallisen koostumuksen, mekaaniset ominaisuudet, mittatoleranssit ja pinnan laadun. Tärkeimmät kohtaamasi standardijärjestelmät ovat:
| Vakiojärjestelmä | Alkuperä | Yleisiä arvosanaesimerkkejä | Tyypillinen käyttö |
| JIS (japanilainen teollisuusstandardi) | Japani | SPCC, SPCD, SGCC, SHHC | Autot, kodinkoneet, rakentaminen |
| FI (eurooppalainen normi) | Euroopassa | DC01, DC04, DX51D, S355 | Yleismuovaus-, rakenne-, pinnoitetut tuotteet |
| ASTM (American Society for Testing and Materials) | USA | A1008, A1011, A653, A36 | Rakennus-, teollisuus-, galvanoidut tuotteet |
| GB (Guojia Biaozhun) | Kiina | Q235, Q345, ST12, ST14 | Rakenne, kylmämuovaus, piirustus |
Monet näistä laatumerkinnöistä ovat olennaisesti samanarvoisia materiaalin suorituskyvyn suhteen, vaikka nimeämiskäytännöt poikkeavatkin toisistaan. Esimerkiksi JIS SPCC, EN DC01 ja ASTM A1008 CS Type B ovat kaikki vakiolaatuisia kylmävalssattuja teräksiä, joilla on pitkälti samanlaiset ominaisuudet. Kun työskentelet yli kansainvälisten toimitusketjujen, pyydä aina ristiviittausasiakirjoja tai pyydä metallurgia vahvistamaan vastaavuus ennen laatujen korvaamista.

Teräskelat ovat nykyaikaisen valmistuksen selkäranka. Tasavalssatun teräksen monikäyttöisyys – sen eri muodoissa, laatuluokissa ja pinnoitteissa – tarkoittaa, että se näkyy käytännössä kaikilla talouden sektoreilla. Tässä on katsaus tärkeimpiin sovellusalueisiin:
Autoteollisuus on yksi suurimmista teräskelojen käyttäjistä maailmanlaajuisesti. Kylmävalssatut ja galvanoidut kelat on meistetty koripaneeleihin, ovilevyihin, konepeleihin, lokasuojiin ja rakennevahvikkeisiin. Erittäin lujia ja erittäin lujia teräksisiä (UHSS) keloja – joiden myötölujuus ylittää 600 MPa – käytetään yhä enemmän turvallisuuden kannalta kriittisissä osissa, kuten B-pilareissa, ovipalkeissa ja puskurivahvikkeissa, joissa ne imevät törmäysenergiaa samalla, kun autonvalmistajat voivat vähentää painoa ja saavuttaa polttoainetaloustavoitteet.
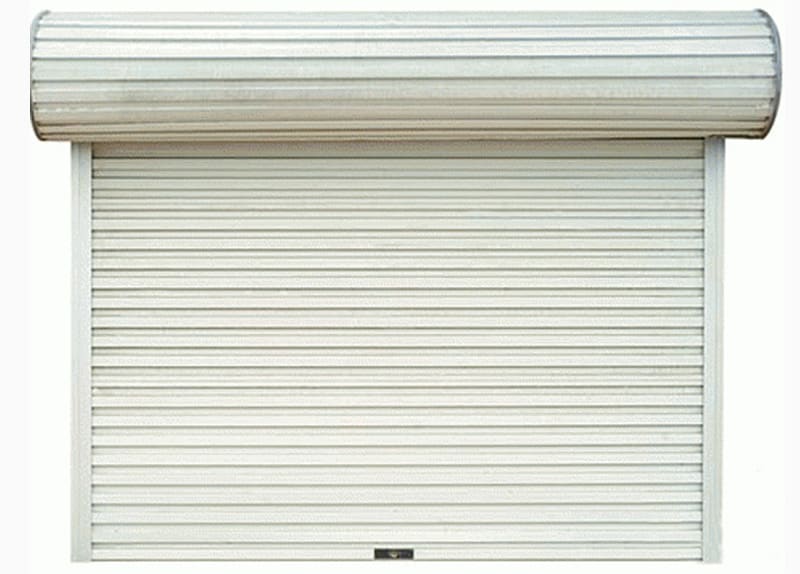
Valmiiksi maalatuista ja galvanoiduista teräskeloista rullamuovataan kattopaneeleja, seinäverhouksia, orreja, teräsrunkotappeja ja liuskoja. Kuumavalssatut rakennekelat leikataan ja muotoillaan onttoiksi profiileiksi, kulmiksi ja kanaviksi, joita käytetään teräsrunkoisissa rakennuksissa, varastoissa ja teollisuusrakenteissa. Rakennusalan pinnoitettujen kelojen kysyntää ohjaa voimakkaasti tarve pitkäikäisille ja vähän huoltoa vaativille rakennusvaipalle kaikissa ilmasto-olosuhteissa.
Pyykinpesukoneen rummut, jääkaappikaapit, uunivuoraukset ja ilmastointilaitteiden kotelot on valmistettu kylmävalssatuista tai valmiiksi maalatuista teräskeloista. Laiteteollisuus vaatii tasaista pinnanlaatua ja tiukkoja paksuustoleransseja varmistaakseen, että paneelit voidaan muotoilla, hitsata ja maalata ilman virheitä. Sormenjälkiä kestävät pinnoitetut teräskelat – joissa on erityinen pintakäsittely, joka minimoi näkyvät sormenjäljet – ovat tulleet yhä suositummiksi laadukkaiden laitteiden viimeistelyssä.
Pelti – kylmävalssattu teräs, joka on päällystetty erittäin ohuella tinakerroksella – on yksi alkuperäisistä pinnoitetuista terästuotteista, ja se on edelleen välttämätön ruoka- ja juomatölkeissä, aerosolisäiliöissä ja maalitölkeissä. Käytettävän teräksen tulee olla erittäin ohutta (niinkin alhainen kuin 0,1 mm), erittäin tasaista ja vailla pintavikoja, jotta se voi muodostua nykyaikaisten tölkinvalmistuslinjojen suurilla nopeuksilla. Tinatonta terästä (TFS), joka on pinnoitettu kromioksidilla tinan sijaan, käytetään laajalti myös kustannustehokkaana vaihtoehtona non-food-pakkauksissa.
Teräskelat kasvava rooli energia-alalla. Sähköteräskelat – piiseosteiset kylmävalssatut nauhat, joilla on tarkasti kontrolloidut magneettiset ominaisuudet – lävistetään laminoinneiksi sähkömoottorisydämiä ja muuntajan ytimiä varten. Sähköajoneuvojen ja uusiutuvan energian laitosten määrän kasvaessa korkeatehoisten sähköteräskelojen kysyntä kiihtyy. Levyvalssatuista kelatuotteista valmistetaan myös aurinkopaneelien asennusjärjestelmiä, tuulitornin osia ja putkistoteräksiä.
Jopa hyvämaineisten tehtaiden teräskeloissa voi olla vikoja – jotkin ovat perinnöllisiä teräksenvalmistusprosessista, toiset valssauksen, pinnoituksen tai kelauksen aikana. Näiden vikojen tunnistaminen auttaa sinua päättämään, onko materiaali käyttökelpoinen, onko se alennettava vai onko se hylättävä. Yleisimpiä vikatyyppejä ovat:
Korkean ruosteenestokyvyn ansiosta niitä käytetään yleise...
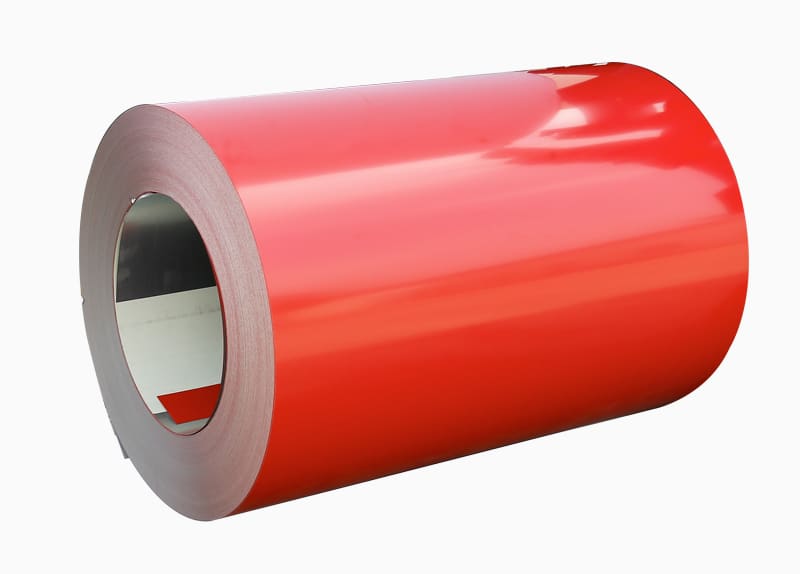
PPGI / PPGL COIL koko nimi on esimaalattu galvanoitu / ga...
Satama: Zhejiang, Kiina Valmiiksi maalatun galvanoidun...

PPGI:N SOVELTAMINEN Rakenne: Ulkopuolella: Työpaja, ma...




